关键词 |
重庆铜合金焊条,新疆生产铜焊条注意事项,纯铜焊条,电铜焊条 |
面向地区 |
全国 |
规格:0.8mm 1.0mm 1.2mm 1.5mm 2.0mm (500mm)
熔化温度:
固相线650℃,液相线800℃,HBPCuSn-1是含锡的磷铜钎料,能使钎焊温度降低,钎焊接头强度较好,减少了脆性,是导电性及流动性较好的铜磷锡钎料中是理想的一种钎料。
说明:Cu237是以铝铁青铜为焊芯,药皮为低氢型的铜合金焊条,耐磨性及耐蚀性优良。采用直流电源,焊条接正极。
用途:广泛应用于铝青铜及其他铜合金、铜合金与钢的焊接和铸铁的焊补。如各种化工机械、海水散热器的焊接,水泵、气缸、阀门等栈焊及船舶螺旋桨的修补。
注意事项:
1.焊前焊条在200左右烘焙1小时。焊件表面的水分、油污、氧化物等杂质清除干净方可施焊。
2.在一般情况下,预热温度应掌握在400-500之间。施焊时应采用短弧,宜作往复直线运动,这样可以改善焊缝的成形。
3.对于较长的焊缝应采用逐步退焊法,焊接速度应尽可能地快。多层焊时清除层间的熔渣。焊后用平头锤锤击焊缝。消除应力,改善焊缝质量。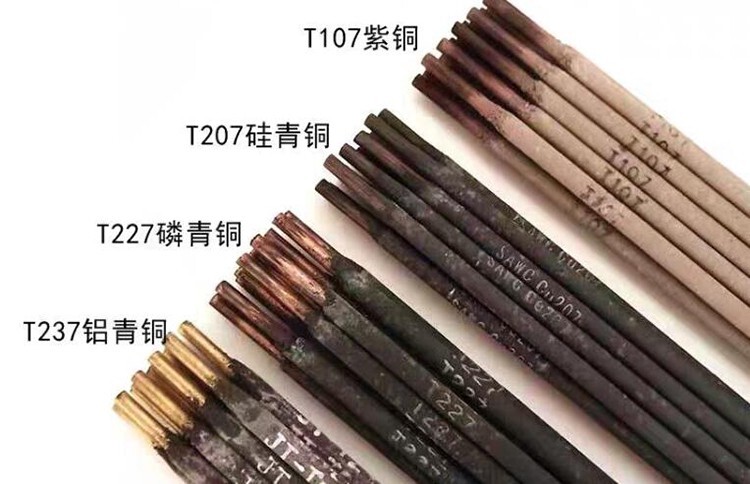
银铜锌环保焊料(银钎料)牌号及性能
HAG-18BSn(含银18)是银、铜、锌、锡合金,熔化范围稍高,润湿性和填充性良好,价格经济。可焊接铜、铜合金、钢等材料。熔点770-810摄氏度。
HAG-25BSn(含银25)等同于美标AWS BAg-37,是银、铜、锌、锡合金,熔点低于HAg-25B,提高了润湿性和填充性。可焊铜、钢等材料。熔点680-780摄氏度。
HAG-30B(含银30)等同于美标AWS BAg-20,国标BAg30CuZn ,是银、铜、锌合金,熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。熔点677-766摄氏度。
HAG-35B(含银35)等同于美标AWS BAg-35,是银、铜、锌合金,中等熔化温度,接头有较好韧性,可钎焊铜、铜合金、钢等材料。熔点621-732摄氏度。
HAG-35Sn(含银35)等同于国标BAg34CuZnSn,是银、铜、锌、锡合金,中等熔化温度,有较好的流动性,更适用于铁素体和非铁素体钢的焊接。熔点620-730摄氏度。
HAG-40BNi(含银40)是银、铜、锌、镍合金,等同于美标AWS BAg-4,具有较好的抗蚀性、适用于的焊接和镍基合金及炭化钨的焊接,熔点670-780摄氏度。
HAG-40BSn(含银40)等同于美标AWS BAg-28,是银、铜、锌、锡合金,有很好的流动性,用于铁素体钢和非铁素体钢的焊接效果尤其理想,熔点650-710摄氏度。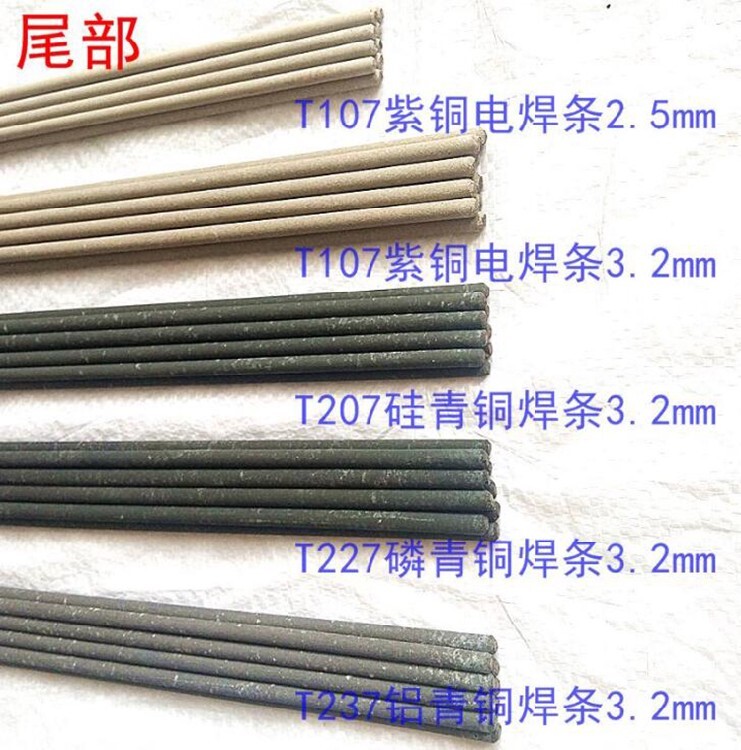
T107铜焊条是一种用于焊接铜及其合金的焊接材料。它具有良好的导热性和导电性,适用于焊接铜管、铜件等工件。T107铜焊条通常用于氧、乙炔焊接和电弧焊接等工艺中,能够提供稳定的焊接效果和良好的焊接强度。使用时需要注意控制焊接温度和焊接速度,以焊接质量和效果。
铜焊条通常分为不同的型号和规格,根据不同的用途和需要选择适合的产品。以下是一些常见的铜焊条型号及规格说明: 1. BCuP-2:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接纯铜和铜合金的接头。 2. BCuP-3:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜与钢、不锈钢等金属的接头。 3. BCuP-5:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与铝合金等金属的接头。 4. BCuP-6:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与镍合金、钼合金等金属的接头。 5. BCuP-7:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与镍铬合金、镍合金等金属的接头。 这些铜焊条可以根据不同的焊接需求选择合适的型号和规格,确保焊接效果良好。