北京东城yd132实心耐磨焊丝

自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。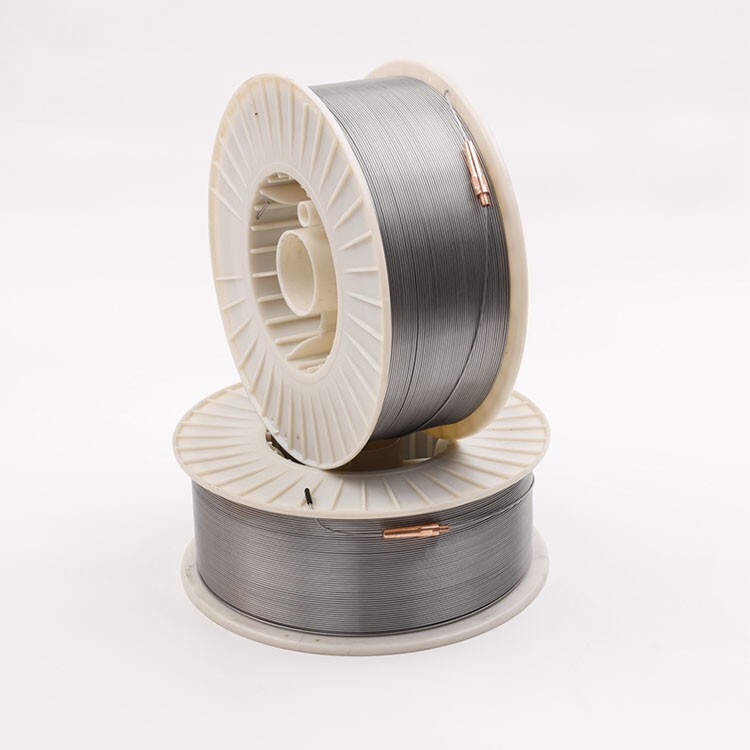
1)耐磨药芯焊丝按其化学成分分类可分位两大类;即铁基堆焊耐磨焊丝和非铁基堆焊耐磨焊丝。每一大类可按其化学成分特点或显微组织,分为若干小类。如铁基堆焊耐磨焊丝可分为高铬合金堆焊耐磨焊丝,碳化钨堆焊耐磨焊丝等,非铁基堆焊耐磨焊丝可分位钴基堆焊耐磨焊丝和镍基堆焊耐磨焊丝。
2)按耐磨药芯焊丝结构,可分为实芯焊丝及药芯(又称管状)焊丝。
3)按采用的焊接工艺方法,可分为气保焊,埋弧焊,火焰堆焊,等离子堆焊及喷涂(焊)用堆焊耐磨焊丝。
优点如下:
1)节省成本。耐磨药芯焊丝堆焊一磨损件以重新达到要求比更换磨损件可节省去25%-75%的成本;
2)提高工件使用寿命。与没有堆焊金属件相比,堆焊金属件视其使用范围不同,可不同程度地增加30%800%的使用寿命。
3)具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损以及抗两种类型以上复合磨损的性能。 
堆焊修复性质的耐磨药芯焊丝
耐磨药芯焊丝的特点;具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损以及抗两种类型以上复合磨损的性能。
耐磨焊丝:用于堆焊耐磨损,抗氧化或耐气蚀的部件。硬度:≧48-55度。
耐磨药芯焊丝:用于要求抗强烈磨损场合。硬度:≧60-65度。
耐磨药芯堆焊焊丝:堆焊高温高压阀门,热剪切刀刃,热铸模等。硬度:≧40-45度。
堆焊耐磨焊丝:用于堆焊高温高压阀门,内内燃机阀,热轧辊孔型。硬度:≧40-45度。
合金耐磨焊丝:用于牙轮钻头轴承等。硬度:≧55-60度。
碳化钨耐磨焊丝:用于堆焊螺旋送料器,高温热轧辊,油田钻头等。硬度:≧60-65度。
镍基耐磨药芯焊丝:用于耐气蚀,耐腐蚀性要求较高的内燃机气门,排气阀的堆焊。硬度:≧35-40度。
高耐磨合金焊丝:用于堆焊牙轮钻头轴承,粉碎机叶片等。硬度:≧55-60度。
高合金焊丝:具有加工硬化性好,堆焊阀门,铸模和挤压模等。硬度:≧30-35度。
模具耐磨焊丝:用于堆焊铜基合金和铝基合金的热压模,热挤压模等。硬度:≧40-45度。
耐冲击耐磨焊丝:用于泵的套筒和旋转密封环,磨损面板轴承套筒的堆焊。硬度:≧50-55度。
复合耐磨钢板已广泛应用于重工业领域,为我国工业设备、工件的磨损失效提供了重要的耐磨保护措施,大地提高了设备、工件的使用寿命,为企业提高生产效率、降低生产成本做出了重要贡献。双金复合耐磨钢板是采用明弧自保护全工艺,在普通钢板或不锈钢板表面堆焊复合一层具有高硬度、高耐磨性的高合金耐磨层,该耐磨钢板具有双金属性能,即工作层的高耐磨性和基体层的高塑韧性,为工业应用提供了便利的机械连接和焊条连接条件,可以实现卷筒、焊接、等离子切割、机械连接等加工。
1、的耐磨性
合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:
(1)与低碳钢;20~25:1
(2)与铸态高铬铸铁;1.5~2.5:1
2、良好的耐冲击性:
复合耐磨钢板的基板为低碳钢或低合金。不锈钢等韧性材料,体现双金属的性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
3、较好的耐热性:
合金耐磨层推荐使用在≤600℃工况下使用,若在合金耐磨层中加入钒,钼等合金,可以承受≤800℃的高温磨损。
4、好的耐腐蚀性
复合耐磨钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
5、品种规格
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。目前,标准耐磨钢板可提供1200或1450×2000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。
6、方便的加工性能
耐磨钢板可以切割,弯曲或卷曲、焊接和打孔,它可以加工成普通钢板可以加工的各种部件。切割好的耐磨钢板可以拼焊成各种工程结构件或零部件。
7、功能及特点
可焊接、耐磨性能好。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。
耐磨钢板市场供需矛盾依然较为尖锐,多数煤企库存依旧较高,下游需求不济导致销售压力不减。多家大型煤企频繁走访下游企业,了解下游需求的同时增加销售机会,但多数接货企业资金尚未宽松,因此对库存控制较紧,鲜有采购量增加。配煤品种较主焦煤市场更弱,部分煤价已跌至动力煤价格水平。后期市场还将持续观望下游市场环境,煤价再次出现大幅下调可能性不大,短期有望企稳。国内耐磨钢板市场整体继续弱势运行,钢厂以降库存打压煤价为主,成交一般。钢厂方面:短期钢材利空仍多于利多,钢材市场仍将延续弱势,将使煤价承压。煤矿方面:西南地区煤矿开工仍较低,喷煤依旧延续紧缺局面,其他主流地区生产正常,喷煤供应较充足。综上所述,短期国内喷吹煤价格承压,市场仍将延续弱势运行。现供应情况较为宽松,库存也属较高水平,煤企因销售不畅而一再拉低煤价,也一直维持低位近成本线的销售价格。下游化肥、化工、冶金等行情形势悲观,整体弱稳,对上游无烟煤需求难有明显释放,此弱势形态可能会延续一段时间。无烟煤主流市场表现弱势,煤价低位徘徊。