山东上焊焊接材料有限公司
 第13年
第13年

 第13年
第13年 
第13年

来源:山东上焊焊接材料有限公司 时间:2025-02-26 08:11:52 [举报]
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。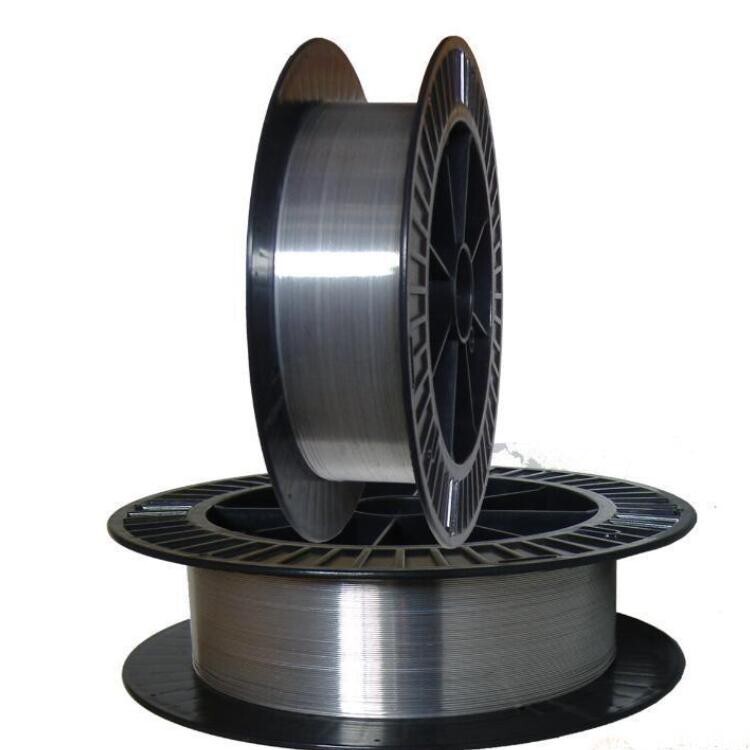
碳化铬复合耐磨钢板是在普通钢板(Q235(A3)或耐热钢板(15CrMo、12Cr1MoV等)、不锈钢板上堆焊耐形成以体积分数达到50%以上Cr7C3碳化物为主耐磨层。它具有高耐磨性、耐冲击、可变形和可焊接等性能特性,可像钢板一样直接进行卷板变形、切割和打孔等工艺过程,加工成耐磨部件。 碳化铬复合耐磨钢板的表面钻孔
与众多耐磨材料相比,耐磨复合钢板有其的显著特点:
1、高耐磨性
合金层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800,沙石中石英的硬度HV800~1200。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:
(1)与低碳钢;20~25:1
(2)与高锰钢;5~10:1
(3)与工具钢;5~10:1
(4)与铸态高铬铸铁;1.5~2.5:1
2、良好的耐冲击性
碳化铬的底层为低碳钢或低合金。不锈钢等韧性材料,体现双金属的性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
3、较好的耐热性
耐磨层推荐使用在≤600℃工况下使用,若在合金层中加入钒,钼等合金,可以承受≤800℃的高温磨损。
推荐使用温度如下:
普通碳钢基板推荐不480℃工况使用;
低合金耐热钢基板(15CrMo,12Cr1MoV等)基板推荐不540℃工况使用;
耐热不锈钢基板推荐在不800℃工况使用。
4、较好的耐腐蚀性
碳化铬复合耐磨钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
5、适用性强
碳化铬复合耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。目前,标准耐磨复合钢板可提供3400或3000×1400mm,也可根据用户需求,按图纸尺寸定做加工。耐磨复合钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。
6、方便的加工性能
碳化铬复合耐磨钢板可以经过切割,打孔,卷板弯曲和焊接等工艺过程,制成各种形状的平板,弧板,锥板,圆筒等。切割好的复合板可以拼焊成各种工程结构件或零部件。也可以用螺栓或焊接固定在设备上,更换维修方便。
7、高的价格性能比
碳化铬复合耐磨钢板具有很高的性能价格比。与普通钢板相比,使用寿命可以提高十倍以上,使得维修费用和停机损失大为降低,因此其性能价格比是普通材料的2~4倍。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。
耐磨钢板切割中要注意和避免的问题
大部分钢板在切割的时候都会涉及到冷切割和热切割,耐磨钢板也是一样,而冷切割指的是水射流切割、剪切、锯切或磨料切割;热切割则包括火焰切割、等粒子切割和激光切割。
在切割耐磨钢厚板时,随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,无论是热切割还是冷切割都要注意相关的要求,从而提高切割质量。
如果耐磨钢板切边产生裂纹,将会在切后48小时至几周内才出现,因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。而预防钢板切割裂纹较为有效的方法,就是在切割行预热。
耐磨钢板的预热温度高低主要取决于钢板质量等级和板厚,预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。需要注意的是,要使整个耐磨钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
使用方法主要分为七种:
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按推荐小弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。耐磨钢板不适用表面精度要求高的场合。
经营耐磨钢板_瑞典进口耐磨板_耐磨板,同时,为了更好的方便客户,我们提供耐磨板切割、机加工、折弯等一系列加工服务。为客户提供一站式的,耐磨板整体解决方案。公司销售瑞典进口耐磨钢板为主,交货状态为回火和调质(淬火+回火)两种,厚度:3mm-150mm宽度:1500-2200MM规格牌号众多。事实证明:硬度是指在耐磨板的整个使用寿命期内都提供耐磨保护的特性。高硬度可使磨损降至低,因为磨料的锐边很难切入坚硬的表面。瑞典进口耐磨板的硬度不仅仅停留在表层,而是从里到外都十分坚硬。硬度不会与耐磨板的其它结构性能发生冲突。耐磨钢可提供广泛等级和尺寸以满足您的具体应用需求。进口耐磨钢板可用于制造铲斗、装载机、自卸车、选粉机,溜槽以及各种耐磨衬板。SB系列耐磨钢板经得起任何形式的、来自于各种各样岩石、沙子及砾石的磨损。耐磨钢板可用于制造铲斗、装载机、自卸车、选粉机,溜槽以及各种耐磨衬板。耐磨钢板经得起任何形式的、来自于各种各样岩石、沙子及砾石的磨损。
标签:石景山耐磨焊丝,宝坻D686耐磨焊丝,房山d212耐磨焊丝,北京建材用耐磨焊丝







