山东上焊焊接材料有限公司
 第13年
第13年

 第13年
第13年 
第13年

来源:山东上焊焊接材料有限公司 时间:2025-03-26 09:48:19 [举报]
注意事项:
1.焊前焊条在200左右烘焙1小时。焊件表面的水分、油污、氧化物等杂质清除干净方可施焊。
2.在一般情况下,预热温度应掌握在400-500之间。施焊时应采用短弧,宜作往复直线运动,这样可以改善焊缝的成形。
3.对于较长的焊缝应采用逐步退焊法,焊接速度应尽可能地快。多层焊时清除层间的熔渣。焊后用平头锤锤击焊缝。消除应力,改善焊缝质量。
HAg-5B(含银5)等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金的焊接。熔点645-815摄氏度。
HAg-15B(含银15)等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏度。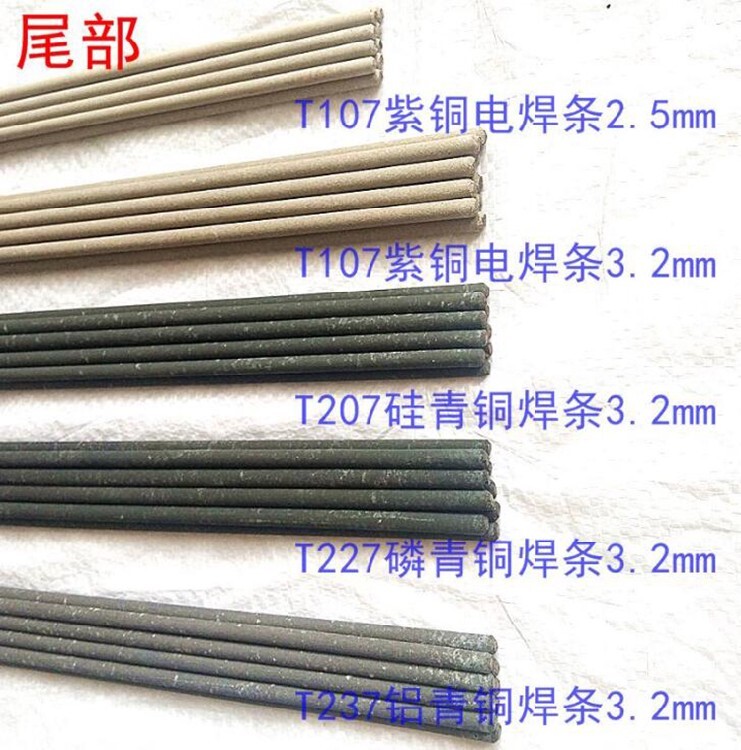
铜焊条通常分为不同的型号和规格,根据不同的用途和需要选择适合的产品。以下是一些常见的铜焊条型号及规格说明: 1. BCuP-2:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接纯铜和铜合金的接头。 2. BCuP-3:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜与钢、不锈钢等金属的接头。 3. BCuP-5:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与铝合金等金属的接头。 4. BCuP-6:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与镍合金、钼合金等金属的接头。 5. BCuP-7:直径为1.6mm、2.0mm、2.4mm、3.2mm等,适用于焊接铜合金与镍铬合金、镍合金等金属的接头。 这些铜焊条可以根据不同的焊接需求选择合适的型号和规格,确保焊接效果良好。
标签:湖南铜合金焊条,新疆生产铜焊条使用方法,电焊铜焊条,贵州生产铜焊条批发价格







