山东上焊焊接材料有限公司
 第12年
第12年

 第12年
第12年 
第12年








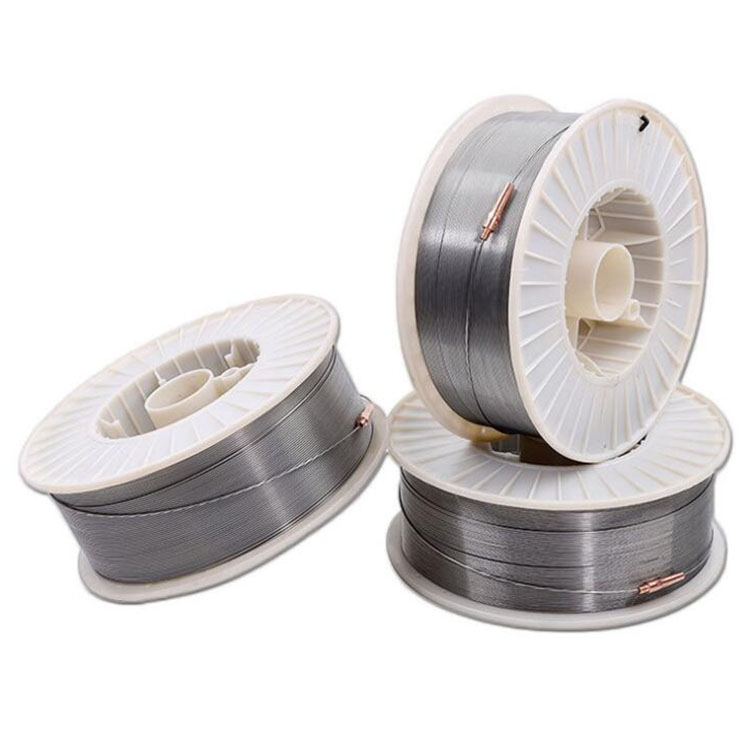
粉碎机锤头、转子、辊子和锤片修复高硬度耐磨药芯焊丝堆焊的方法可以参考以下步骤:
1. 准备工具和材料:包括需要更换的锤头、转子、辊子和锤片,以及药芯焊丝、耐磨焊条、焊剂、石棉布等。
2. 清除待修复区域的铁锈、油污和氧化皮,确保基材能够得到充分的保护。
3. 选择合适的焊接位置,如GTAW/MAG焊接,以获得更好的熔覆效果。
4. 填充焊丝表面应光顺,避免出现和突变,以保持填充金属的连续性和一致性。
5. 控制焊接电流和填充焊丝的速度,以确保熔池温度足够高,促进熔覆过程。
6. 使用焊剂和石棉布来保护基材和修复部位,防止飞溅和气体的产生。
7. 修复完成后,检查修复区域的完整性,确保没有气孔、裂纹或其他缺陷。
8. 如果需要,可以使用磨光机和砂轮机对修复区域进行进一步打磨和抛光,使其与原始部件保持一致。
请注意,这些步骤是一般性的指导,实际操作时可能需要针对特定情况进行调整。建议在人士的指导下进行焊接操作,以确保安全和修复质量。

使用药芯焊丝进行高硬度耐磨材料的堆焊是一种常见的修复方法。对于粉碎机锤头、转子、辊子和锤片等磨损部件的修复,可以采用这种技术。具体步骤如下:
1. 准备工具和材料:药芯焊丝、耐磨药糊、焊炬或焊枪、磨光工具等。
2. 表面处理:对需要修复的锤头、转子、辊子和锤片进行表面处理,去除表面油污和杂质,确保表面干净、无锈。
3. 定位焊点:在需要修复的部位定位好焊点,确保焊点位置准确。
4. 堆焊:使用药芯焊丝进行堆焊。一般行预热,温度大约在800-1000摄氏度之间,然后再进行堆焊。在焊缝冷却过程中,锤击焊缝,以消除应力。
5. 冷却:焊缝完全冷却后,用磨光工具将表面处理平整,确保与原始表面齐平。
6. 后续处理:根据需要,可以对焊缝进行热处理,以提高其硬度,并进行磨光、抛光等处理,使表面光滑、耐磨。
7. 测试:后进行测试,检查修复后的部件是否能够正常工作。
需要注意的是,使用药芯焊丝进行修复时,操作技能和材料质量都很重要。建议在人员的指导下进行操作,或者使用经过验证的、质量可靠的修复材料。另外,对于高硬度耐磨材料的修复,可以选择一些针对这种材料设计的药芯焊丝,如一些具有高硬度、高耐磨性、良好的抗裂性和耐腐蚀性的材料。
以上内容仅供参考,建议咨询焊工或相关材料供应商获取具体操作步骤和注意事项。
 使用药芯焊丝进行高硬度耐磨材料的堆焊是一种常见的修复技术。针对粉碎机锤头、转子、辊子和锤片磨损的问题,可以采用这种技术进行修复。以下是一些具体的步骤:
使用药芯焊丝进行高硬度耐磨材料的堆焊是一种常见的修复技术。针对粉碎机锤头、转子、辊子和锤片磨损的问题,可以采用这种技术进行修复。以下是一些具体的步骤:
1. 准备工具和材料:药芯焊丝、匹配的焊剂、适当的夹具、磨石、砂纸、护目镜、焊工防护服和手套等。
2. 清洁表面:使用磨石或砂纸清洁磨损的锤头、转子、辊子和锤片表面,确保表面干净、无油污和杂质。
3. 焊接:选用高硬度耐磨的药芯焊丝,匹配适当的焊剂进行焊接。根据设备的功率和磨损程度,可能需要多次焊接才能达到理想效果。
4. 堆焊:在锤头、转子、辊子和锤片上堆焊一层高硬度耐磨材料,如碳化铬等。这样可以增加材料的耐磨性,延长设备的使用寿命。
5. 冷却:在焊接完成后,让部件冷却至室温。
6. 后续处理:完成修复后,检查部件是否正常工作,如有必要可进行后续的表面处理和涂层等操作。
请注意,进行此类操作需要一定的焊接技能和安全知识。如果不熟悉此项技术,建议寻求人员的帮助。另外,选择合适的药芯焊丝和匹配的焊剂非常重要,建议使用经过验证的、品牌的产品。
以上信息为基础焊接和修复知识,具体操作还需结合实际情况进行。